Summary: Variable polarity MIG/MAG welding process-- CP cold welding process, mainly used for welding 0.2-2mm sheet (steel, stainless steel, aluminum, plated, dissimilar metals), manual welding and automatic weld. Significantly increase the welding speed and reduce the thermal impact on the base metal.
Keywords: variable polarity MIG/MAG waveform control sheet welding
Foreword: With the rapid development of industry, more and more thin plates are applied to all walks of life. Each manufacturer also urgently needs a reliable welding power source to solve the problem of thin plate welding in the production process and increase productivity. Because the thin plate welding has strict control over the heat input of the base metal, there are also strict requirements on the welding power source. It is necessary to ensure stability in the welding process and form a high quality and beautiful weld. At the same time, the heat input to the base metal must be reduced to reduce thermal deformation. In 2002, CLOOS Germany successfully developed the world's first polarised MIG/MAG welder GLC353QUINTO CP, which completely solved the problem of thin plate welding.
1 variable polarity MIG/MAG welding technology
DC positive pulse MIG/MAG welding, arc stability, deep penetration of the weld, when welding thin plate, in order to prevent burning through and the weld Pool collapse, welding defects such as undercut easily. DC negative MIG/MAG welding, the arc climbs along the wire, the arc is unstable, the droplets are not easy to transition, the welding pool is shallow, welding defects such as poor fusion, convex bead, etc. are easy to occur. Variable polarity pulsed MIG/MAG welding, when the wire is positive, controls the wire melting and droplet transfer. When the wire is negative, the arc creeps along the wire to promote the melting of the wire and reduce the arc heating effect on the molten pool, reducing the weld The depth of penetration, the formation of the characteristics of shallow depth of penetration, welding thin plate has a unique advantage.
Varying polarity MIG/MAG welding consists of the positive polarity of the welding wire and the negative polarity of the welding wire. The control of the droplet in the welding wire for the positive half-wave time transition, the pulse current control droplet transfer. The main role of the wire as a negative electrode is to reduce the heat input to the arc from the arc and reduce the arc pressure on the bath, and to increase the melting speed of the wire and increase the deposition rate. In this way, the control of variable polarity pulsed MIG/MAG welding achieves stable welding arc and droplet transfer transitions.
The GLC353QUINTO CP uses a unique current waveform to strictly control the heat input during the welding process by adjusting the parameters of the negative base value to ensure optimal welding results. The actual welding shows that: increasing the time of the negative electrode base can significantly increase the deposition rate of the welding wire, increase the welding speed, and reduce the heat input.
The special current waveform guarantees good gap filling coverage and excellent welding results. In the cleaning phase of the positive-polarity base metal, the heat input to the base metal is controlled. In the pulse phase, the droplets do not splash excessively to the base metal. At the negative polarity, the arc surrounds the end of the wire, heat is input to the wire, and the weld pool is in a cool state.
Reduced heat input and minimal welding distortion make the CP process particularly suitable for welding high tensile plates, stainless steel, coated plates, aluminum alloys and MIG brazing.
CP cold welding process advantages:
1) High welding speed - increase production efficiency.
2) Strong gap-filling ability - High welding seam quality can be ensured even when workpieces with large tolerances are welded, without costly machining.
3) The heat input to the base metal is very low - more effective in welding and brazing heat-sensitive materials; minimal deformation of the workpiece, reducing the tendency to cracks in the weld zone due to higher temperature differences.
4) Smaller splashes - no need to re-clean.
5) Larger diameter wire can be used - wire feeding is more stable, welding costs are reduced, and production efficiency is increased.
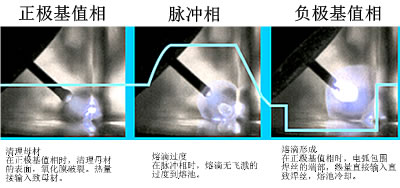
Fig.1 Alternation of positive and negative electrodes of welding wire
a) Non-pulse CP cold welding process
In the non-pulse cold welding process, the arc burns in the short arc region. In addition to setting the normal MIG/MAG parameters, the negative time and negative voltage must be set. In general, the longer the anode time and the higher the anode voltage, the more heat is supplied from the arc to the welding wire. When the negative electrode time is reduced to zero, the cold welding process becomes a normal short arc welding process.
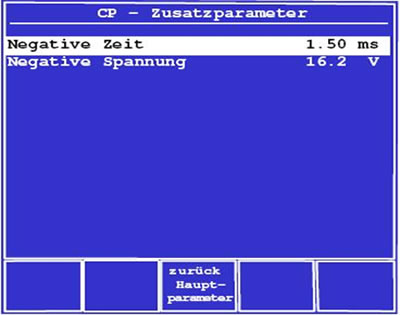
Fig. 2 Negative and negative voltage setting interface for non-pulse cold welding process
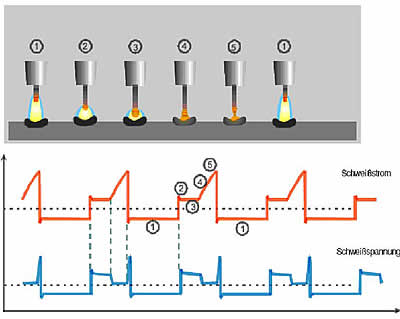
Figure 3 Non-pulse cold welding process droplet transition and current and voltage waveforms
b) Pulse cold welding process
In pulse welding gas shielded cold welding process, in addition to setting the pulse parameters, cold welding parameters must be set, a total of 7:
1) Positive pulse post processing time
2) Negative pulse time
3) Negative pulse voltage
4) Negative base time
5) Negative base current
6) Negative pulse time
7) After the negative pulse current
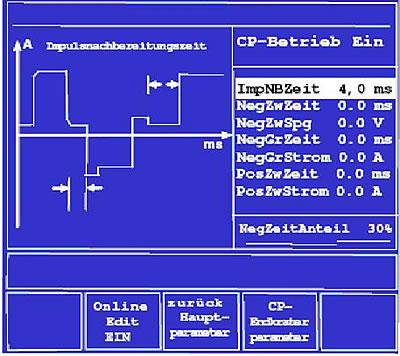
Fig. 4 Pulsed cold welding process anode parameter setting interface
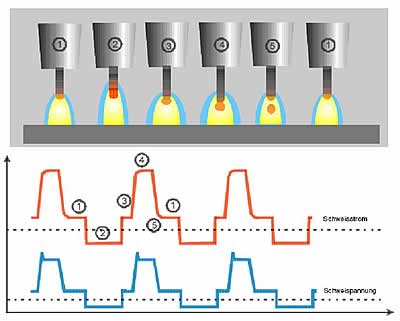
Figure 5 Pulsed cold welding process droplet transition and current and voltage waveforms
2 cp welding machine
GLC353QUINTO CP welder is a versatile secondary pole inverter digital welding machine with good reliability and stability, integrating multiple welding processes. MIG/MAG, pulsed MIG/MAG, MIG arc brazing, TANDEM double wire welding, manual arc welding, and CP cold welding can be realized. The features are as follows:
1) Large-screen high-definition liquid crystal display, computerized operation interface
2) Large amount of storage, can accommodate 20,000 welding parameters
3) Online and offline welding parameter editing, sharing WORD files on disk and computer
4) Incorporating multiple processes in one, MIG/MAG, pulse MIG/MAG, MIG arc brazing, TANDEM double wire welding, manual arc welding and CP cold welding can be realized.
5) Built-in welding expert system to achieve unified regulation
6) All welding parameters are adjustable, give full play to the user's experience and wisdom
7) CLOOS unique U/I and I/I pulse current adjustment methods
8) Can weld a variety of metal materials
9) Welding process of special aluminum alloy and plated plate
10) The wider wire diameter range is 0.6-2.4mm
11) More accurate welding current
12) Various digital interfaces for easy welding control and automation, control of peripheral devices
13) Can connect to the network, a new management model
14) Powerful quality monitoring and learning help function
15) Welding of ultra-thin plates up to 2mm
16) Aluplus function, application of double pulse welding steel and other materials
17) Reliable splash-free arcing of various materials
The CP process of the GLC353QUINTO CP welder is fully reliant on advanced digital control technology for variable polarity control of the welding current and voltage waveforms, AC output, positive and negative half-wave waveform settings, without any mechanical control components (such as mechanical spinning) The standard configuration is as follows:
1) GLC 353 QUINTO CP welding power supply
2) CK118 Wire Feeder (four-wheel feed)
3) Connection cable (5M) (optional length)
4) Water-cooled MIG/MAG welding gun (optional length)
5) Ground (3M)
6) Welded Steel Wire Feeder (1.2mm)
3 CP cold welding process application
The cold welding process of CP has been increasingly recognized in all walks of life since its inception in 2002. It has been applied to almost all metal materials.
a) Steel plate
More and more high-strength steel plates are used in automobiles and other industries to reduce production costs and improve product quality. For the welding of high strength steel materials, the welding process with low heat input is adopted as much as possible. CP cold welding Compared with the traditional MIG/MAG pulsed arc welding process, MAG CP technology significantly reduces the droplet frequency - using the best droplet transfer, thus significantly reducing heat input.
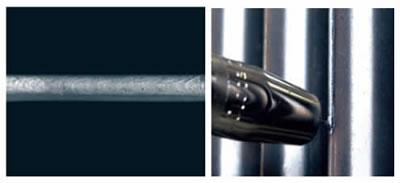
Figure 6 CP cold welding plate welding picture
b) Stainless steel
In modern industry, the application of stainless steel materials has become more and more extensive, such as container manufacturing, shipbuilding, food machinery and pipe manufacturing industries. However, the welding problem of stainless steel has also plagued welding workers. How to control the thermal deformation, reduce the color change of the workpiece surface, and how to increase the welding speed are the problems of stainless steel welding. The CP cold welding process solves these problems very well, not only improving the welding speed, but also significantly improving the heat input, reducing the color change and thermal deformation of the workpiece surface.
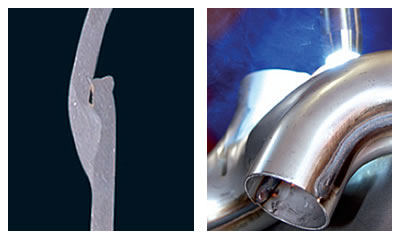
Figure 7 CP cold welding stainless steel welding pictures
C plating plate
It is both efficient and economical to prevent rust by plating or impregnating a steel sheet with anti-corrosion material (galvanized or aluminized). Plated sheets are widely used in the automotive, construction, furniture and ventilation industries. The protection of the coating is important when welding plated plates, and the CP cold welding technology meets this need: when using MIG CP brazing, the optimum wetting effect can be achieved by using suitable parameters. Do not damage the protective layer.
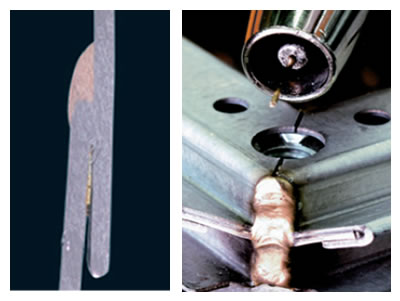
Figure 8 CP cold welding plate welding pictures
d) Aluminum Alloy
In recent years, the use of aluminum alloys has grown substantially. The following factors must be considered when welding aluminum alloys: Lower controllable heat input to the parent metal; effective removal of oxide film. CP cold welding technology allows one to precisely control the amount of heat input to the welding wire or input to the base metal. Especially when using 1.2mm or 1.6mm welding wire, there is a good bridging ability, while reducing the heat input significantly.
Figure 9 CP Cold Welding Welded Aluminum Picture
In summary, the CP cold welding process is a kind of gas metal gas shielded welding. With the unique waveform, the positive and negative poles alternately change on the welding wire, which greatly reduces the heat input to the parent metal, making the mother The thermal deformation of the material is minimized, which is an ideal process for welding thin plates. Increase welding speed.
Suzhou Sikor Industry Co., Ltd. , https://www.sikor-group.com